外観検査装置とは? ~キーデバイスや失敗しない方法もご紹介~
外観検査自動化『失敗対策ガイドブック』
見落としがちな失敗の本質と、その具体策をまとめました。
導入前~導入後までの失敗事例を徹底分析。
躓きの原因と対策を、現場の声とともに紹介。
導入成功のヒントがつまった、実践的な資料です。
失敗しない外観検査装置導入
200機種以上の実績を持つミツテックが
あなたの外観検査装置導入を強力にサポート
失敗しないノウハウをお伝えいたします。
ミツテックだから実現できること
1.多品種・多様な欠陥の検査
・独自開発の高性能可視化センサにより、多様な欠陥を安定して検出
・オプテックスグループのシナジーを活かした最適な照明設計
・1台の装置で複数品種の検査に対応
・R2T2(ラクラクティーチングツール)により、品種追加や検査項目の変更も簡単
2.量産ラインにラクラク導入
・カメラやソフト単体ではなく、エンジニアリングメーカーとして設備全体を一貫して構築
・二次電池製造ラインの自動化で長年培ってきた実績・ノウハウ
・画像検査の経験が無い担当者でも「簡単」「直感的」な検査設定でラクラク導入
・検査設定のパラメータを他装置にコピーでき、複数台導入・他拠点導入もラクラク
3.変化への対応
・HALCONの高い拡張性を活用
・AIや他社製カメラと柔軟な組み合わせが可能
・生産方式や検査内容の変更にも、システムを活かしたまま拡張対応
ミツテックはエンジニアリングメーカーです
長年、タクト1秒を切る数多くの生産設備を世に送り出してきました。
その中で培ってきた、モノを動かす「Motion技術」とモノを視る「Vision技術」
双方を高度に融合したメカトロニクスを含む外観検査装置のご提案が得意です。
外観検査プラットフォームに対応したロボットなどのメカトロ技術との組み合わせで
多品種・立体・多面の外観検査課題に取り組んでいます。
無料相談はこちら
外観検査とは?

外観検査とは、部品や製品の外観状態(キズ・色・形状・光沢等)を細かく確認し、
品質を維持するための検査工程です。
少品種大量生産の現場では、
多くの工程が自動化を前提として構築されています。
その中で外観検査も、自動化によって効率化・安定化が進んできました。
一方で、多品種少量生産や立体形状の製品では、製品ごとに求められている検査内容が異なり
専用設計の自動検査装置では十分な投資効果を見込みにくいケースもあります。
そのため現在も多くの現場で、目視検査が重要な役割を担い続けているのが実情です。
| メリット | デメリット | |
| 目視検査 | ・照明・拡大鏡など最低限の設備で開始できる ・複雑形状・多品種混流にも対応しやすい ・検査基準の変更・追加が容易 |
・検査員によって判定にバラつきが出やすい ・教育・習熟に時間がかかる ・検査結果を定量データとして残しにくい ・不良流出への心理的負担が大きい |
目視検査は過酷な作業
目視検査はミスが許されず、長時間にわたって高い集中力を維持し続ける必要がある作業です。
品質を守るために欠かせない工程である一方、検査結果は作業者の経験や状態に左右されやすく、
熟練した検査員の確保・育成が課題になるケースも少なくありません。
また、多品種・立体形状の製品では一製品に対して複数の検査箇所が必要となる場合も多く、
自動化が難しいことから人の目に頼らざるを得ず、検査コストが積み重なっていくこともあります。
外観検査装置とは?
人の目による目視検査を自動化することで、検査品質の安定化や省人化を実現します。
| メリット | デメリット | |
| 外観検査装置 |
・判定基準を数値化でき、ばらつきを抑えられる ・高速・長時間でも安定した検査が可能 ・検査結果をデータとして記録・分析 ・省人化・作業負担の軽減 ・不良流出リスクを低減、トレーサビリティの確保 |
・初期導入コスト(装置・調整)が必要 ・検査条件や基準づくりに事前検証が必要 ・製品変更時に再調整が必要な場合がある ・過検出を防ぐために継続的なチューニングが必要 |
外観検査装置の構成要素
カメラ/センサ
眼の代わりになる
センシングデバイス

検査ソフト
センサからの情報を数値化して判定を行う
マテハン
アライメント/ローダ、
アンローダ/搬送など
前後工程との連携
記録/分析機能
外観検査装置のキーデバイス

外観検査装置のキーデバイスは、可視化に必要な「照明」と「センサ」です。
「検出したい欠陥をどれだけうまく可視化できるか」がカギとなります。
可視化とは見えないものを見えるようにすることですが、
検査項目により様々な方法が存在しています。
近年では、単純な光源による可視化だけでなくフォトメトリックステレオ法や縞投影法など、
より欠陥の特徴を顕著にする技術の現場適用も一般的になってきています。
ミツテックでは、積み重ねてきた失敗と成功の経験・ノウハウと、
グループ会社のシーシーエスやオプテックス・エフエーの外観検査用照明技術とのシナジーで
独自の可視化センサを開発。
さまざまな可視化課題にグループで取り組んでいます。
失敗しない外観検査装置導入
外観検査装置導入の進め方
1.検査ニーズの確認
自動化コンサルティング
2.撮像テスト(味見評価)
無償/有償
3.導入事前評価(N増し)
有償
4.装置導入
5.安定運用サポート
検査基準の明確化 「自動化の成否を左右する最重要ポイント」
自動外観検査を検討する際、最初につまづきやすいのが「検査基準の曖昧さ」です。
目視検査の工程ではよくある検査基準に「キズ無きこと」という表現がありますが、
実は自動検査において非常に判断が難しいものです。
「線キズなのか」「表面を突いたような打痕なのか」「表面を押したような圧痕なのか」
「太さ・長さ・深さなどどこまで許容するのか」
このようにキズの定義が曖昧なままでは、必要な数値条件を設定できず、検査結果にばらつきが生じてしまいます。
AIを活用した検査であっても、この点は変わりません。
一方で「見つけたいキズとは何か」を明確にできれば、
・100μmの分解能で良いのか
・1μmの分解能が必要なのか
といった判断が可能になり、検査に最適なカメラやセンサを適切に選定できます。
ミツテックでは、これまでの豊富な検証実績をもとに、お客様と一緒に検査基準を明文化することを重視しています。
感覚的になりがちな検査基準を、測定可能な条件として明確にし、最適な自動外観検査装置をご提案します。
事前検証 「導入後トラブルを防ぐために不可欠」
検査装置が完成したとしても、
「本当にこの条件で検査できるのか」「現場で安定して運用できるのか」
といった不安を抱かれるお客様は少なくありません。
こうした不安を解消するためには、検査基準を明確にしたうえで、必ず事前検証(N増し)を行うことが重要です。
N増し評価によって、自動化を前提とした検査仕様の確からしさを確認します。
多数のサンプルを網羅的に評価することで、目視検査時のOK・NG判定のばらつきを抑えることができ、
検査仕様の見直しにも活用できます。
ミツテックでは、実際の検査環境を想定した条件下で事前検証を実施します。
これにより、センサ単体の性能確認だけでなく、照明・治具・ワークばらつきを含めた装置全体としての検証が可能です。
導入前に十分な検証を行うことで、立ち上げ後の調整工数や再検討を最小限に抑え、スムーズな現場導入を実現します。
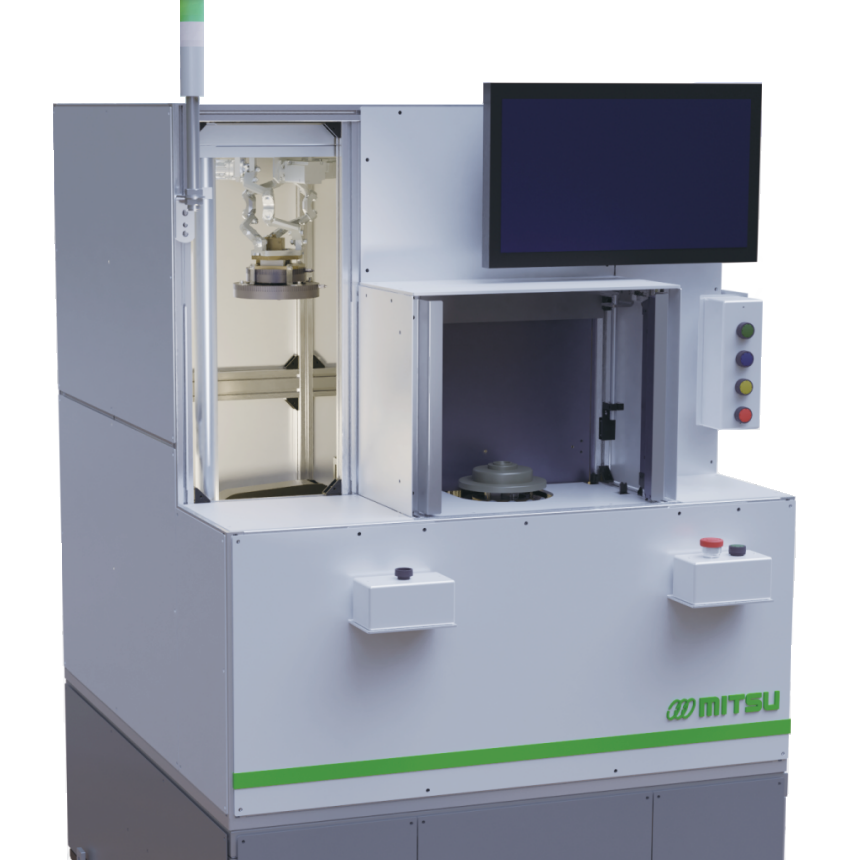
ミツテックの外観検査装置
多品種・立体形状品を前提とした目視検査自動化へ
目視検査の自動化が難しいとされてきた理由は、多品種・立体形状・検査箇所数の多さにあります。
ミツテックは、立体かつ複雑形状の製品を対象に人が行ってきた「視点を変えながら全体を確認する検査」を前提として
現場で実用できる目視検査自動化を追求してきました。
その成果がMARシリーズです。
Point➀ロボットティーチング
― 誰でも迷わず使える
ロボットでカメラを動かす発想は珍しいものではありません。しかし、検査箇所が数十か所に及ぶ多品種製品では、
ロボットティーチングが大きな負担となり、属人化の原因に。
そこでミツテックは、誰でも簡単に設定できる
「R2T2(ラクラクティーチングツール)」を開発。
3D CADデータ上で検査箇所をクリックするだけ。
撮像に必要なロボット座標を自動で生成。
複数の座標をつなぐ経路も自動生成されるため、ロボット操作の
経験がない方でも設定・操作が可能です。

Point②検査ソフト
― MARシリーズに標準搭載
検査ソフトの役割は、可視化した結果を安定して「数値で判定」できるようにすることです。
しかし実際には、設定や調整が属人化しやすく、現場で扱える
作業者が限られてしまうケースも少なくありません。
HALCONの高い性能を簡単に使えるように、
ミツテックはユーザー向けプラットフォームソフトを独自開発。
撮像や検査のティーチングを、
専門知識がなくても行えるよう設計されています。
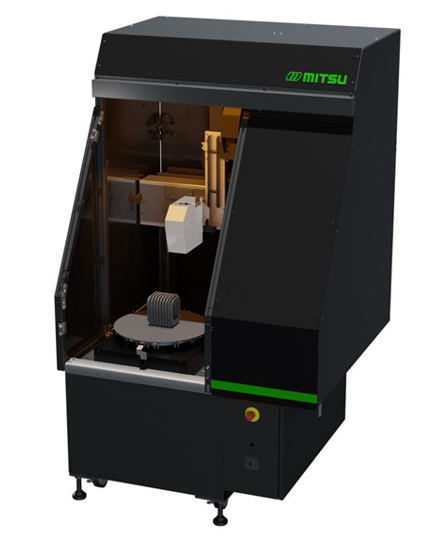
MARシリーズ

非接触 3次元形状測定機

お問い合わせ・資料ダウンロード
お問い合わせ、資料ダウンロードは下記または、お電話にてお願いします。
外観検査ソリューションに関するお問い合わせ
その他のお問い合わせ
代表 0799-85-2340